Tubiarka
W zakresie wykonywanych prac znajdują się nie tylko nowe konstrukcje ale tekże „lifting” maszyn nieraz mocno zużytych.
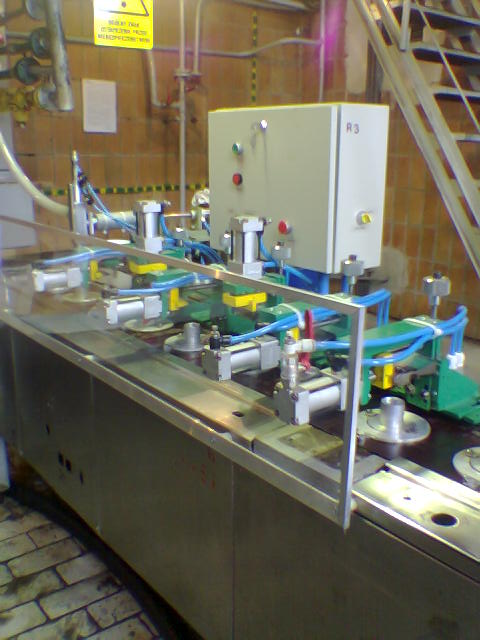
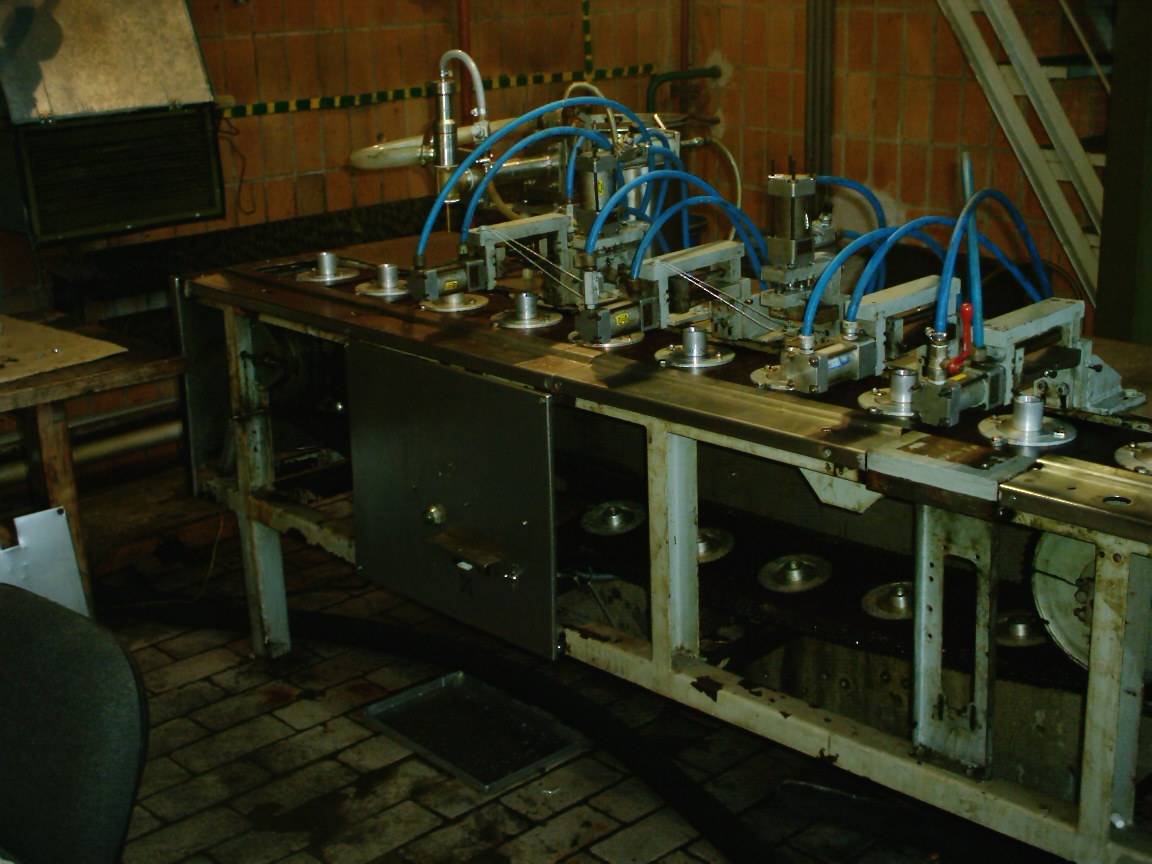
Takim przykładem może być tzw. TUBIARKA widoczna na zdjęciach przed i po regeneracji.
Tubiarka używana jest do napełniania, zamykania i znakowania tub aluminiowych.
Zakres prac obejmował:
1. Dostosowanie dozownika do nowego wyrobu.
2. Regeneracja stempli i suwaków zawijających tubę.
3. Regenerację znacznika i wymianę numeratorów.
4. Wymianę i modernizację elementów napędu pneumatycznego.
5. Dostosowanie aluminiowych gniazd w transporterze do dwóch rozmiarów tub.
6. Stworzenie układu sterowania opartego na przekaźniku programowalnym.
7. Wprowadzenie osłon zabezpieczających pracowników.
Firma wprowadziła do produkcji nowy wyrób który w temperaturze otoczenia miał konsystencję „twardego smalcu” zaś poprzedni „rzadkiej śmietany”.
Wymusiło to pracę w znacznie wyższej temperaturze czego używany dozownik nie tolerował.
W takich warunkach nie można bylo utrzymać naważki nawet w mocno rozluźnionej tolerancji.
Konieczne było ważenie każdej tuby w celu eliminacji dużej ilości braków.
Zaprojektowanie i wykonanie nowego zaworu dozującego pozwoliło w nowych warunkach utrzymać tolerancję naważki +/- 1,5 grama przy masie zawartości 140 gram.
Wykonanie opisanych działań wyeliminowało przestoje i braki zwiększając prawie dwukrotnie wydajność pracy urządzenia.



W zakresie wykonywanych prac znajdują się nie tylko nowe konstrukcje ale tekże „lifting” maszyn nieraz mocno zużytych.
Takim przykładem może być tzw. TUBIARKA widoczna na zdjęciach przed i po regeneracji.
Tubiarka używana jest do napełniania, zamykania i znakowania tub aluminiowych.
Zakres prac obejmował:
1. Dostosowanie dozownika do nowego wyrobu.
2. Regeneracja stempli i suwaków zawijających tubę.
3. Regenerację znacznika i wymianę numeratorów.
4. Wymianę i modernizację elementów napędu pneumatycznego.
5. Dostosowanie aluminiowych gniazd w transporterze do dwóch rozmiarów tub.
6. Stworzenie układu sterowania opartego na przekaźniku programowalnym.
7. Wprowadzenie osłon zabezpieczających pracowników.
Firma wprowadziła do produkcji nowy wyrób który w temperaturze otoczenia miał konsystencję „twardego smalcu” zaś poprzedni „rzadkiej śmietany”.
Wymusiło to pracę w znacznie wyższej temperaturze czego używany dozownik nie tolerował.
W takich warunkach nie można bylo utrzymać naważki nawet w mocno rozluźnionej tolerancji.
Konieczne było ważenie każdej tuby w celu eliminacji dużej ilości braków.
Zaprojektowanie i wykonanie nowego zaworu dozującego pozwoliło w nowych warunkach utrzymać tolerancję naważki +/- 1,5 grama przy masie zawartości 140 gram.
Wykonanie opisanych działań wyeliminowało przestoje i braki zwiększając prawie dwukrotnie wydajność pracy urządzenia.